Contending with Corrosion in Metal Exteriors




COMPARING ALTERNATIVES
As noted, coil coatings on the market today are available in a number of technologies, all offering a certain level of protection for metal exteriors. These include PVDF, FEVE, SMP, and polyester, all applied as liquid or powder via coil coating lines to steel or aluminum.
However, when dealing with coastal and demanding environments, these options don’t always provide adequate protection against corrosive elements.
PVF film distinguishes itself as much more robust, durable protection in a number of ways. The first reason being the inherent properties of the PVF polymer, the base material of the film. PVF has many beneficial properties, two of which are it's unparalleled resistance to chemical corrosion and it's excellent flexibility. PVF film is made with a biaxially-oriented process, which means the film is stretched in two directions during its manufacture to optimize flexibility and check for quality. With this approach, if there are any holes or weaknesses in the film, this will be revealed. Through this stretching process, this makes the film stronger and tougher, ensuring it exhibits optimal mechanical properties in use.
When adhered to metal and fabricated, the film stretches and retains shape, ensuring a consistent level of protection on all areas. Conversely, with current coil coatings, during the coil coating process, as the solvent dries off, gas bubbles often form and pop under the paint surface, causing tiny pinholes. Over time, corrosive elements like saltwater can penetrate these weak areas in the coating and damage the metal beneath.
When applying these coatings to a metal surface, they require a primer, a top coat, and sometimes a clear third coat to achieve a desired level of metal protection. Each layer of additional materials requires time and heat for the solvent to dry off.
PVF film comes with adhesive applied to one side, which is directly applied to the metal coil on a coil coating line and baked through the oven. It is securely bonded to metal with these flexible adhesives, specially chosen to ensure an extremely long-lasting lamination.
Applied in an automated, continuous fashion, the film permanently becomes part of the metal substrate, allowing the film’s protective surface to expand and contract with the underlying substrate during temperature fluctuations and fabrication.
Even after extensive aging, PVF film shows no cracking, peeling, or chalking, ensuring a low- maintenance, durable structure with superior resistance to the wind, water, sunlight, hail, acid rain, chemical exposure, and pollution.
PVDF coatings are commonly used for exteriors in more demanding environments. However, PVDF often cracks when bent or aged. On the contrary, the elongation properties of PVF film allows for more flexible designs. As noted, PVF film can achieve 0T bend regardless of the metal or substrate it is applied to. The film naturally exhibits excellent formability and won’t crack on bent edges, either during fabrication or over the metal’s lifetime. With PVDF coil coatings, they typically cannot achieve 0T and sometimes crack at lesser bends of 1,2T. When these coatings are bent into panel shapes, they risk cracking, exposing the metal to corrosion over time. Even when paint formulations are able to achieve greater flexibility, they typically do so at the expense of other attributes such as resistance to chemical corrosion.
PVF also exhibits chemical resistance superior to any coil coating currently used, thanks to the film structure and PVF polymer properties. Through decades of real-world applications, PVF remains looking brand new in applications by the coast or inside chemical plants. While some coatings offer good chemical resistance, they all exhibit blistering and cracking significantly faster than PVF in both lab tests and real applications. Highly corrosive environments require periodic recoating or panel replacement as the paint blisters and starts to leave the metal exposed.
For example, a chemical plant’s synthesis workshop replaced some of its interior steel roof with PVF-film-laminated steel sheets in 2016. These roofs have not been replaced since and still look as good as new. High temperature acid glass produced in the workshop causes severe corrosion, and previously had required regular replacement of the workshop’s painted steel roof panels, often every two to three years or less. This level of required maintenance not only impacts the plant’s regular operations, but it can pose a production safety hazard as well as adding additional material and labor cost to the plant’s budget.
Another benefit of PVF film is that the material is dirt-shedding and resists stains and discoloration, ensuring a lasting new look. Due to minimal color change over time, if a replacement is required, only the damaged panel needs to be replaced, as the aged film will match the new film due to excellent color retention, thus reducing labor and material cost. In contrast, with current coil coatings, when a coating becomes dirty or damaged, or a panel needs replacement, the entire roof typically needs to be repainted to ensure color matching and consistency. Furthermore, many coastal building coating warranties require a fresh water rinse to remove salt buildup, whereas PVF does not require a rinse and typically needs less maintenance under warranty.
CHEMICAL PROPERTIES
To better understand what makes PVF extremely inert, its polymeric material chemically acts like polyethylene, but with one hydrogen atom substituted with a fluorine atom at each repeat unit. The high electronegativity of the fluorine atom, and its tendency to draw electrons and tighten the surrounding atomic bonds, lend remarkable strength to the carbon-fluorine bond.

Photo courtesy of DuPont
PVF is laminated to metal by applying it with an adhesive directly to the metal coil on a coil coating line.
Among the different variations of fluoropolymer, PVF offers a unique property in that the benefits gained by the incorporation of fluorine do not come at the expense of mechanical performance. Further, the semi-crystalline nature of PVF films enables them to deliver a favorable combination of strength and ductility.
When laminated to a substrate such as metal, it is ideal for applications requiring either hot or cold forming post-lamination, such as roofing, since a PVF-based film can sustain strain and aggressive bends without cracking or compromising integrity on bent areas. For other fluorinated materials like PVDF to reach the same level of formability, additives are required to reduce crystallinity. Unfortunately, this then compromises the level of chemical resistance and outdoor performance levels.
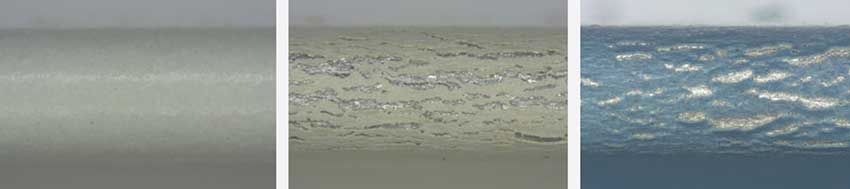
Photo courtesy of DuPont
PVF film over bent metal as seen under a microscope shows no cracking (left side), as compared to PVDF coating on bent metal in the middle and on the right, showing cracking and exposed metal.
Commonly based on polymethyl methacrylate-based (PMMA), an acrylic is added to PVDF coil coating paints, and this alters the crystallinity of the polymer. The crystalline PVDF domains decrease in concentration, enabling more plastic deformation before fracture. But, if too much acrylic is added, the formability of the materials is decreased due to the fundamentally brittle nature of PMMA. With PVF film, no acrylic is added, as it is not needed to achieve optimized performance.
PUTTING PVF TO THE TEST
PUPVF film is highly inert, making it suitable for extremely high chemical resistance and compatibility with acids, bases, oxidizers, and a variety of solvents, including polar, non-polar, aromatic, aliphatic, hydrocarbon and chlorinated solvents, and other harsh chemicals. Even under extreme conditions with high concentrations, extended exposure times, and high temperatures, the PVF film retains all or most of its original properties and appearance.
In a series of accelerated and long-term lab tests, PVF was immersed for various periods of times between 77°F and boiling temperatures in acids, bases, solvents, and miscellaneous chemicals. Afterwards, there was no perceptible change in either appearance or mechanical properties to the film.
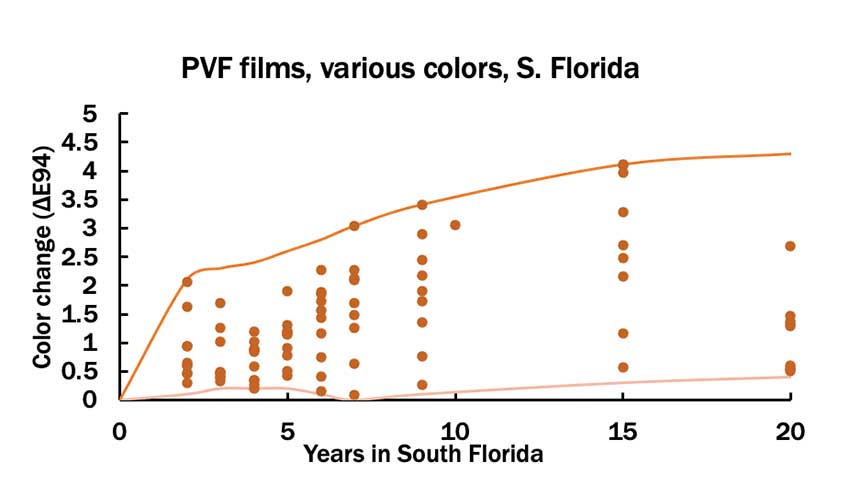
Image courtesy of DuPont
Over the course of 15 years, pigmented PVF films in south Florida were tested and displayed under five units of color change, essentially invisible to the naked eye.
